Kossel所属的三角洲机型基本上被淘汰,且自动调平快速普及,使得手动调平的入门资料近乎消失。文章的一种价值体现在能解决当下大多数人的需求,这篇文章显然没有那种价值。这篇文章的价值,更多的是重现那时的人们操作自己机器的情景。

为什么要调平?
调平之后,才可以开始正常的3D打印作业。优秀的调平,可以改善打印物体的翘边问题,脱床问题,甚至一定程度上增加一定精度。
本文介绍的调平方法为M666调平法,几乎是最精细、最严谨的三角洲机型调平方法。
第一步:将组装好的3D打印机连接最新版的Cura
第二步:在“监控”菜单中找到3D打印机的实时控制台。
发送下面G-code进行复位。(注意:大小写必须与范例一致)
G28发送下面G-code进行高度检测
G1X0Y0Z10F6000这里的z坐标是10,但是如果对打印头的具体下降高度不清楚,可以设置更大些的坐标数值。
对坐标进行微调,使打印头逐渐靠近平台,并在平台上放一张A4纸。当喷嘴很接近平台时,移动A4纸,直到移动中能感受到一点阻力,停止微调。
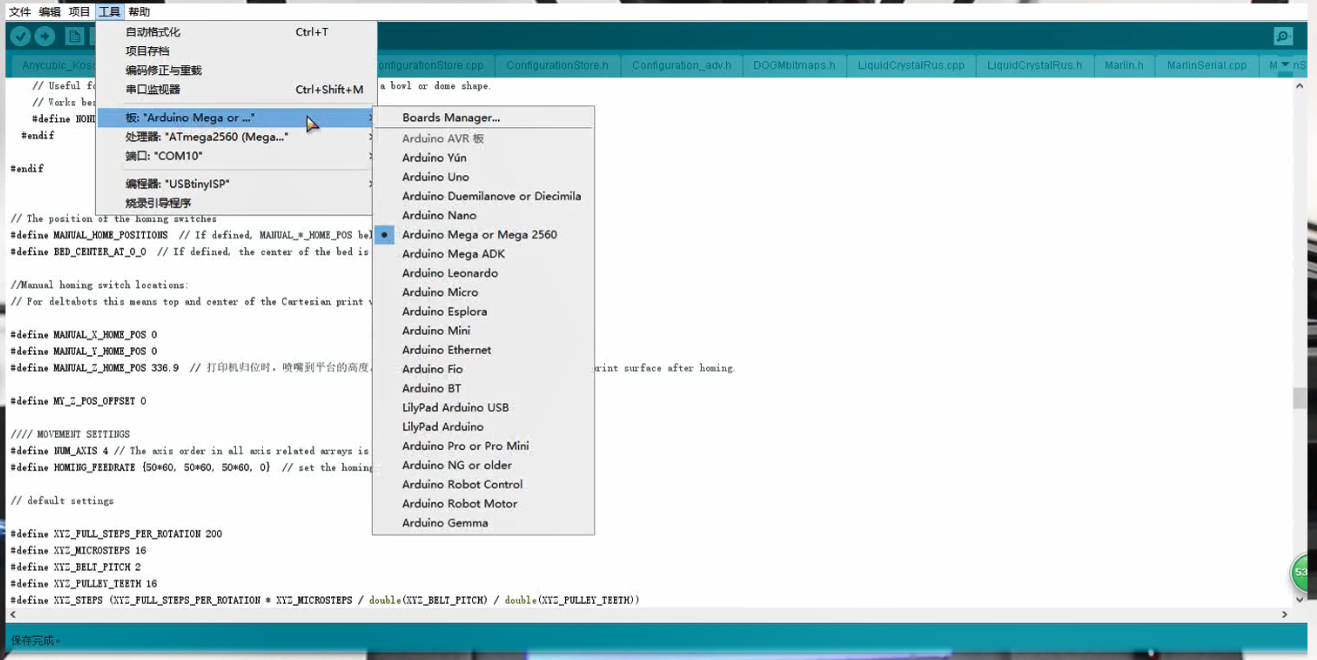
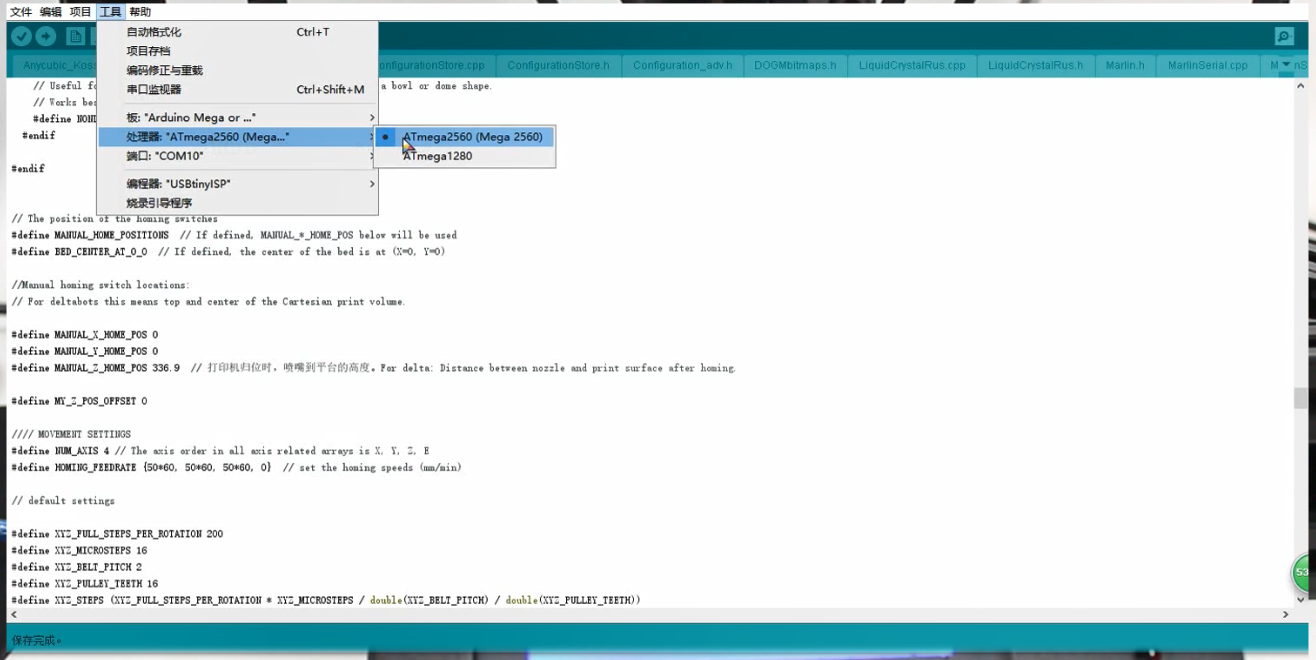
第三步:关闭Cura,打开Arduino IDE,编辑打印机固件,更改归位时打印头距平台高度为原打印头距平台高度-当前打印头z坐标。保存固件,正确选择板子、处理器、端口,上传固件。
第四步:关闭Arduino IDE,打开Cura,在实时控制台中复位打印头。
发送以下三组G-code,并用上文提到的A4纸移动法得到3个z坐标
G1X0Y65Z20F6000G1X53Y-38Z20F6000G1X-53Y-38Z20F6000检查喷头在这三个点的z坐标差值,通过调节每个点对应位置的螺丝,来改变z坐标差值,为的是使这三个点的z轴高度差一样,这是三个点就处在一个平行平面上。
进行完一组三点检查,可以调节一个滑车螺丝的误差。如果误差在0.5以内,建议转角小于90度,误差很大时就多转动一些角度(顺时针拧是减小,逆时针拧是增大)。使该点的z坐标差值与另一个z坐标差值相同。
进行第二次三点检查,调节z坐标差值不同的的螺丝的误差,使三个z坐标差值相同。
进行第三次三点检查,确认三个z坐标差值相同。
第五步:如果此时z坐标差值不为0,关闭Cura,打开Arduino IDE,编辑打印机固件,更改平台凹凸值。若z坐标差值为正值,则每次递增1,上传固件进行三点检查,直到z坐标差值为0。如果z坐标差值为负值而非正值,则凹凸值每次递减1并上传检查。

第六步:调试并打印测试件
虽然三角洲型3D打印机精度上限不高,但是我们仍然可以做很多事情来提高它的精度,比如控制三条皮带张紧程度或者是减小机器工作时的振动。
我们把玩着Kossel,追求它的精度,就如同人们端详着已经泛黄的老照片,甚至用AI技术使它们重获新生。

0 条评论